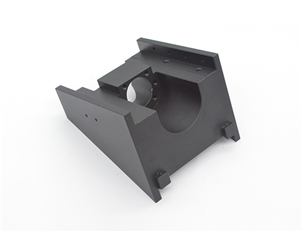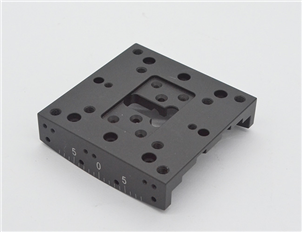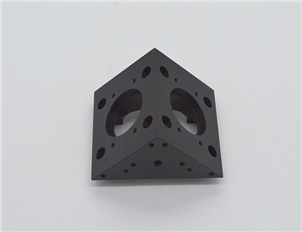




五金電動光學配件加工工藝過程
1.檢查弧線擺動時的準球心程度,拋光液在缸內不得少于缸體積的3/4 ;
2.調節好拋光液溫,檢查是否暢通無阻;
3.按開關,觀察機床運行情況,調節拋光時間和拋光液的流量,控車1分鐘;
4.調節好主軸轉速、擺臂擺幅、 擺速,力,在拋光過程中按質量情況可再進行修正。同時應
按需要修、刮拋光模及視批量大小更換拋光液,以使拋光液保持清潔。
五金電動光學配件加工機床的調整
(4)裝上工件及模具,調節研磨桿的長度,使之達到需要的壓力。
傳統研磨拋光機床:
. ( 1 )以機床主軸為原點將研磨桿向主軸外側(靠近操作者)和向內側移動時,都可以達到加
大其與主軸的距離。但向主軸外側移動研磨桿,上架擺動的弧線距離加大,光圈變化速度比向
內側移動時快些。
( 2 )從法向分力的角度考慮,改變高光圈時宜輕,改變低光圈時宜重。
機床調整是否正確是影響光圈不穩定的主要因素。
機床調整包括:轉速、壓力、鏡與工具的相對轉速、相對位移等方面。
擺幅的大小(針對上擺機床)
擺幅越大,上面治具的中部與下面治具的邊緣會磨損較多,所以,擺幅的大小應當合適。對于
球模來說,上面治具擺動的角度約為下面治具張角的0.4 ~ 0.55范圍內。
服務熱線:13631565136
手機:18926579610
電話:0755-26740010
郵箱:senyuanmoju@126.com
地址:廣東省深圳市寶安區石巖街道水田工業區寶石東路123號7棟1樓

掃一掃關注我們